How cars are made??? Most of the Engineers (F...k Engineers for enhancing Polution) in this world own at least a car...But they really don't know how his/her car is made...though many of them are not bothered about it...but if you are really interested in knowing about it then lets talk about it....
Every car manufacturing company has its own manufacturing process...but generally they all follow same workflow...
The repairing itself is a big process...as shown in the picture below:

The simulation process is as follows:
A. Conceptualization:
No need to explain this I guess!!
B. Computer Manufacturing Model [LR]
The computer manufacturing model differs from the automobile model with regards to detail, layout, and input data. Less detailed than the automobile manufacturing model in terms of specifying individual operations in the assembly stage, the computer manufacturing model simulates five main stages in assembling and testing computers. These processes are:
- Assembly
- Electrical testing
- Software loading
- Final testing and inspection
- Packaging
Rather than having a single flow line as in the automobile model, the layout of the computer model consists of two repetitive parallel lines, each line consisting of the five main stages as shown in the following figure:

Each line is analagous to a work cell in that material flows continuously through each stage with minimal in-process inventories. A complete product is manufactured at each cell, which uses equipment for each stage of the production process.
As described in the Manufacturing Team's web site, a typical manufacturing plant consists of four main components:
- Receiving
- Production Processing
- Packaging, and
- Shipping
These components are incorporated in the computer manufacturing model in the following manner:
Receiving
Orders of varying sizes arrive in intervals and are processed as first-in-first-out. For simplification, all requested computers in a particular order have the same configuration. The configuration consists of processor type, number of boards, and monitor type. The model specifies three types of processors, two types of boards, and two types of monitors. These attributes are probalistically assigned to each order with 12 configurations possible. Orders are sent to the least busy line but wait to be filled until the assembly stage is free. The model assumes that all raw materials for the assembly stage are readily available and are sufficient to fill each order. The logic for order processing in Arena is shown below.

Production Processing and Packaging
As mentioned previously, the production layout consists of two repetitive parallel lines. Orders are fed to each line, which consists of five stages. The processing times for each stage are: assembly - 12 minutes, electrical wiring test - 5 minutes, load software - 15 minutes, final test and inspection - 5 minutes, and packaging - 5 minutes. The utilization rate of the assembly stage is driven by the nature of the orders arriving: the size of each order and the time between orders. Queue formations and potential bottlenecks may occur at the assembly and loading software stages, where the processing times are high. These problems may be addressed by increasing the capacity of the resources, such as adding a third assembly stage or loading software for multiple computers at a time. Packaging involves selecting the appropriate monitor for the order and sending the packages to the shipping area.
Shipping
Although the computer model does not specifically simulate shipping activities, the model is flexible enough to have this component included at a later date. One consideration may involve combining packaging and shipping activities into one area.
The input data for the computer manufacturing model was not obtained from actual existing data from any particular computer manufacturer. Instead educated guesses were made for order sizes and processing times. Although one of the tenets in developing any simulation model involves obtaining actual data, this requirement was lifted in order to show a simple manufacturing model that utilizes parallel manufacturing cells, and how the sizes, arrival, and number of orders affect assembly utilization rates.
C. Automobile Manufacturing Model [AB]
The automobile is perhaps the most important invention second only to electricity in the 20th century. It has changed life of man in a way unimaginable before its invention. "The world travels on wheels" is the buzzword of the 20th century. The manufacturing of these automobiles is both a fascinating and challenging task. The simulation team has simulated the manufacturing process of wagons, sedans and convertibles in a Toyota car plant.
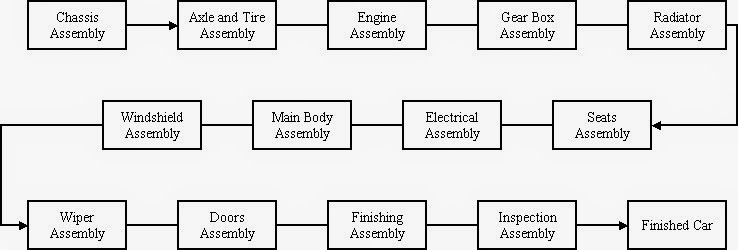
The following is the step by step procedure for the manufacturing of cars in the "Toyota Production System":
- The manufacturing process begins with the chassis assembly. The chassis is the skeleton of the car. It is the part on which the car is built.
- Axle and tires are fitted to the chassis assembly.
- In the next stage, the engine is fitted to the chassis. The engine is the power-producing component of the car. The power produced in the engine is use to propel the car. Engines are mostly of the internal combustion type.
- The gearbox is then fitted into the chassis. The gearbox is the component that is used to change the speed supplied to the wheels.
- The next stage involves the fitting of the radiator into the engine. The radiator helps in cooling the engine, transmitting the excess heat to the surrounding by conduction.
- The seats are then fitted to the car in the next stage.
- The battery is then fitted and electrical connections are carried out. The electrical connections connect the various components of the car to the battery.
- The body of the car is then fitted on the chassis.
- The windshield, doors, and wipers are fitted to the car along with the bonnet.
- The finishing touches are carried out on the car.
- The car is then sent for inspection and testing after which it is taken to the parking lot and kept ready for shipping.
Below is a block diagram describing the manufacturing flow.

The student version of the model limited the number of blocks to be used. The challenge was to use the limited number of blocks available without simplifying the process. For this purpose Sets were used along withAttributes such as "Work time" and "Op time." Given below is a brief explanation of attributes, variables, sets and counters used in the model.
Attributes
- Worktime: If the job arriving at the workstation is a Hardtop or a Wagon it is delayed by the duration given in the work time attribute of the delay block.
- Optime (operation time): If the job arriving at the workstation is a Sedan it is delayed by the duration given in the Op time attribute of the delay block.
- Setindex: Corresponds to a specific workstation in the set of stations.
- Timein (time in): Denotes the time at which a job arrived in the system.
- Jobtype (type of job): Denotes that the type of job is a hardtop, wagon or sedan.
Sets
- Queueset: Signifies all the queues along the main assembly line, which are sequentially visited by the job.
- Stationset: Corresponds to all the stations along the main assembly line, which are sequentially attended by the job.
- Resourceset: Denotes all the resources along the main assembly line, which are sequentially attended by the job.
Counters
- Wagons: Number of wagons produced
- Hardtops: Number of hardtops produced
- Sedans: Number of Sedans produced
- Total cars: Total number of cars produced
Variables
Every job is delayed at the workstation for a specific duration. This is obtained by fitting the historical data in the input analyzer. In the manufacturing model case the duration of the delay is LOGNORMAL with a mean and standard deviation. Since there are three different types of jobs with different delays, a variable array is defined with constants for the distribution. Each constant in the array signifies a part of the operand for a specific job in the delay block. The following three constants have been defined:
- Mean
- C
- Std
D. Transportation Model [AT]
For any organization having several manufacturing facilities, and a huge and spread market, transportation remains an inevitable part of its total system. The transportation model developed by the simulation team serves as a guideline to study how automobiles manufactured at a particular facility are transported to various places.
Following is a brief procedure on how this transportation takes place:
- At first all the cars are accumulated in a huge parking lot, which also serves as a loading area for the trucks that carry these cars.
- Once the specified number of cars is available, they are loaded on to the trucks as per the capacity of the trucks.
- These trucks then transport the vehicles to the specified destination, such as a dock, where all these trucks are then handed over to a distributor.
- At the dock, the vehicles are unloaded from the trucks, and then loaded onto a ship.
- Once the ship is loaded to its capacity, it is then directed to its destination, which may be other countries, or within the nation, but to different states.
The block diagram below, explains how the flow of the automobiles takes place once manufactured, to the time they are delivered to their final destination.

The attributes, variables, sequences, etc. that are used in the model are explained below:
Attributes: Time-In is the only attribute used in the model, which determines what time the car entered the system, for how long it was in the system.
Schedules: This element describes the schedules for the resources, when they are available and when they are not.
Counters: Counts the total number cars that are transported during the specified time.
Transporters: There are two types of transporters, Trucks and Ship, which are being used in this model.